1 引言
随着电子、电信、医疗、汽车等行业的迅速发展,对塑件的精度、性能要求也越来越高、精密注射成型要求塑件不仅具有较高的尺寸精度、较低的翘曲变形,而且还要有优异的光学性能。注射成型是最重要的塑料成型方法之一,如何提高注射成型技术水平,生产出高精度的塑件,创造高附加值的产品,模具设计是重要环节。在精密注射成型模设计中,除了应考虑一般模具设计事项外,还要特别考虑如下事项。
2 适当的模具尺寸精度
2.1 塑件尺寸精度与模具尺寸精度的关联
根据塑件图考虑模具设计、模具制作和塑件成型过程。首先从塑件图面尺寸求得模具图面尺寸,然后按模具图面尺寸制作模具,得到模具实际尺寸,再由模具得到成型塑件。但问题是如何保证塑件实际尺寸在图面所要求尺寸公差内。
2.2适当的收缩率
即使同一树脂收缩率也会因成型条件不同而不同,精密成型要求收缩率变化小,预计收缩率和实际收缩率尽可能无差异。当前收缩率的确定主要是通过整理以往类似塑件的实际收缩率来推定,也有用实验模求实际收缩率,再经修正,设计制作生产模。但完全恰当地推定收缩率几乎是不可能的,不可避免地要在试模后修正模具。为便于模具修正,在设计模具凹部尺寸时应将收缩率取小值,设计凸部尺寸时将收缩率取小值,设计凸部尺寸时将收缩率取大值。
3 防止产生收缩率波动
精密注射成型必须以确定的尺寸作为制怍模具的前提。然而,即使模具尺寸一定,塑件实际尺寸也会因实际收缩率不同而不同,所以在精密注射成型中,收缩率控制十分重要。
3.1 影响收缩率的主要因素
模具尺寸可由塑件尺寸加上收缩率求得,所以在模具设计时需考虑影响收缩率的主要因素。影响收缩率的主要因素有:①注射压力;②树脂温度;③模具温度;④浇口截面积;⑤注射时间;⑥冷却时间;⑦塑件壁厚;⑧增强材料含量;⑨定向性;⑩注射速度。但塑件成型后仍然存在收缩,影响成型后收缩的主要因素有内部应力、结晶度、温度、湿度等。
(1)注射压力的影响。注射压力对收缩率影响很大,注射压力大,收缩率小,塑件实际尺寸较大。在单个模腔内,注射压力内因塑件形状不同而不同,在多模腔内,各模腔内注射压力存在差异,结果各模腔的收缩率也不相同。
(2)模具温度。无论是非结晶树脂还是结晶树脂,模具温度高,收缩率大。精密成型必须将模具温度维持在特定温度,因此在模具设计时,必须注意冷却回路设计。
(3)浇口截面积。改变浇口截面积会使收缩率发生变化,收缩率随浇口尺寸变大而变小,这与树脂的流动性有关。
(4)塑件壁厚。对于非结晶树脂,壁厚大,收缩率大,对于结晶树脂,则必须避免壁厚发生较大变化。多模腔时,如果模腔壁厚有差异,收缩率也将产生差异。
(5)增强材料含量。用玻璃纤维增强树脂时,玻璃纤维含量越多,收缩率越小,流动方向的收缩率比横向收缩率小。为了防止扭曲、翘曲,还必须考虑浇口形状、位置和数量的影响。
(6)定向性。所有树脂都存在定向性,结晶树脂的定向性特别大,并因壁厚和成型条件不同而有差异。
3.2 采取措施
(1)保证流道,浇口平衡。单模腔多浇口以及多模腔中进行充模时,浇口要平衡。由于树脂流动与流道中的流动阻力有关,在取浇口平衡前最好先取流道平衡。
(2)模腔排列方式。为了使成型条件设定容易,要注意模腔排列方式。由于熔融树脂将热量带入模具,在一般模腔排列情况下,模具温度分布以浇口为中心的同心圆状,在选择模腔排列方式时,既要取流道平衡,又要取以浇口为中心的同心圆状排列。
(3)冷却回路设计。模具温度对收缩率影响很大,同时冷却时间不同也会带来温度变化。从热交换效率来看,冷却液的流动应为素流,冷却回路最好设计为串联的折流板式。冷却时型腔与型芯处热量是不同的,热阻力也因回路构造不同而异,入口水温在模腔与型芯处具有较大差异,因此,精密成型模的冷却回路应采用型腔与型芯分别设计,并分别用温控机进行温度控制。
4 防止产生成型变形
成型变形产生的原因是收缩不均匀,有内应力,防止产生成型变形的措施有:
(1)选择合适的浇口数量。例如在设计中心有孔的圆筒形注射模时,必须在中心设置浇口。然而在树脂的流动方向与垂直方向收缩率存在较大差异,有产生椭圆的缺点。当中心孔有高精度圆度要求时,模具需设计成3个或6个浇口,还要注意各浇口的平衡。在使用侧浇口时,3个浇口将使圆筒状塑件内径增大,当外表面不允许有浇口痕迹时,使用内侧多点分浇口可以达到要求。
(2)浇口形状和位置。根据塑件形状选用合适的浇口,如同一环形塑件,采用侧浇口、点浇口、轮辐浇口和薄膜浇口成型后变形程度不同,其中薄膜浇口的特点是可看作长的矩形边缘浇口,通常跨越模腔的整个整度,提供较大的流动面积,充填时间快且充填均匀,翘曲变形小,特别适用于翘曲变形量大的塑料成型。
5 防止脱模产生变形
精密塑件尺寸一般较小,塑件壁厚较薄,有的还有许多薄筋。模具设计必须考虑在塑件不变形的情况下脱模。对于收缩率较小的树脂,当成型压力高时,需注意塑件易留在模腔内。用收缩率小的树脂成型齿轮时,齿轮部分模腔最好设计在顶出一侧的模板上。在用推杆时,需注意无变形的推杆数和顶压位置。带孔齿轮有型芯时,为了平行顶出,需设置顶出侧模板。对于角状塑件,可以使用冲孔模板顶出、用这种模板顶出可以防止产生变形。
一般精密塑件拔模斜度较小,为了减小脱模力,需镜面加工,研磨方向必须为拔模方向,按拔模方向设计出容易研磨的分块型芯。
6模具制造误差
6.1 按要求的加工方式确定适当的零件结构
为了获得所要精度的塑件尺寸,必须要有相应的模具尺寸,而保证模具尺寸需要有极高精度的机械加工。为了维持模具精度,耐磨性要高,为此需要淬火。用磨床及电火花加工机床加工淬火材料的精度可达0.01mm以内。由于用平面磨床无法加工封闭槽形,可选用"]"_形加工,但因“]”形强度差,需采用图1
 所示的增强措施。
所示的增强措施。用电火花机床加工时,必须注意电极端的磨损变大。加工图2
 所示的齿轮,用铝丝电火花加工机床加工时,应尽可能设计能够贯通加工的结构。从防止磨削变形和缩短加工时间方面来看,要选定淬火变形小的钢材,而且要设计为淬火变形小的形状。形状复杂时,淬火冷却不易均匀,易产生淬火变形。
所示的齿轮,用铝丝电火花加工机床加工时,应尽可能设计能够贯通加工的结构。从防止磨削变形和缩短加工时间方面来看,要选定淬火变形小的钢材,而且要设计为淬火变形小的形状。形状复杂时,淬火冷却不易均匀,易产生淬火变形。6.2 分割式模具
为了将淬火零件加工成较高精度,要使用磨床。因此,需采用镶件组成分割式模具,有如下特征:
 (1)因为可选择适当材料,所以能够100%使用适当硬度等模具材料的性能。
(1)因为可选择适当材料,所以能够100%使用适当硬度等模具材料的性能。(2)能够利用耐蚀性和耐磨性高的模具材料。
(3)能够分别热处理,容易设定热处理条件。
(4)能够使用镜面加工性良好的模具材料,镜面加工操作容易,能够提高光洁度。
(5)容易按拔模方向研磨,有利于采用拔模斜度小的模具。
(6)由于硬化.可延长模具精度保持时间,模具寿命长。
(7)容易在任意位置设排气槽,所以充模容易。
(8)磨削加工容易。
(9)能够提高模具零件精度,可提高塑件精度。
(10)可在较小的公差内制作备用模腔和型芯。部件互换性高,容易维修。
(11)以磨削加工为主体,加工效率高。
(12)零件数多,需要极大提高各零件加工精度。
(13)局限于特定的加工方法。
(14)难以采用完全淬火。
6.3分割式模具设计的注意点
 模具尺寸的精度和各零件的精度必须由塑件尺寸精度决定。分割数越多,累积误差越大,越要提高各零件的加工精度,所以分割数越少越好,一般禁止在塑件表面设分型线,不仅外观上不美观,而且在使用上也会造成缺陷。若在产生应力处有分型线,往往因应力集中而容易破损。磨削加工容易得到均匀的尺寸,所以应分割成可用研磨剂加工的形状。易损部分应分割成易更换的。并考虑选用高耐磨性合金。此外,要考虑组装和拆卸,必须用能够容易、正确地复原精度的结构,组装模腔和型芯的各零件,如果分别装在基座上,则模腔与型芯必须同心。在使用安装销钉时,必须正确研磨销孔。
模具尺寸的精度和各零件的精度必须由塑件尺寸精度决定。分割数越多,累积误差越大,越要提高各零件的加工精度,所以分割数越少越好,一般禁止在塑件表面设分型线,不仅外观上不美观,而且在使用上也会造成缺陷。若在产生应力处有分型线,往往因应力集中而容易破损。磨削加工容易得到均匀的尺寸,所以应分割成可用研磨剂加工的形状。易损部分应分割成易更换的。并考虑选用高耐磨性合金。此外,要考虑组装和拆卸,必须用能够容易、正确地复原精度的结构,组装模腔和型芯的各零件,如果分别装在基座上,则模腔与型芯必须同心。在使用安装销钉时,必须正确研磨销孔。为确保滑块件的定位,需要防止模具精度的波动。为了维持滑块件的精度,滑块件都应淬火研磨。侧型芯滑动部分的配合应有定位退拔部分,如图3所示,侧型芯尺寸大时,中间部分可以设狭小的导槽。
7 模具精度的保持
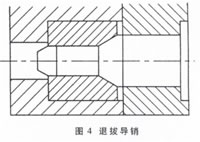
7.1 确保模腔与型芯同心
为了正确地合模,必须把两模板设计成能正确定位的结构.如图4―6所示。
7.2 防止模具变形
为了避免因注射压力作用于模腔而产生模具变形,模具强度就要足够大。在型芯板中间常加支柱,材料选用高强度钢,并且将容易受弯曲的销设计在浇口附近,还要减小作用于销的树脂流动压力。
7.3 预防时效变化
模具需要淬火回火处理时,如果有残留奥氏体,将产生时效变化,导致模具尺寸精度变化。所以要在能使残留奥氏体分解的温度回火,并且需要用深冷处理。
考虑模具使用时的磨损,需提高硬度,使用淬、回火变形小的材料。磨削与切削加工相比,磨削加工效率低,为了缩短加工时间,尽量减少磨削加工。
作者:中国塑料机械网 来源:中国塑料机械网信息中心
相关文章
|
栏目导航
|
|
本类热门
|
|
|
本类推荐
|
|