冷流道技术在橡胶注射领域的应用及其特点

 近年来中国经济快速发展,推动着橡胶工业的不断进步,对橡胶制品的生产也提出了一些新的要求,如何实现优质,高效,低能耗的生产,是每一个橡胶制品企业与橡胶机械设备生产厂家都应思考的问题。
近年来中国经济快速发展,推动着橡胶工业的不断进步,对橡胶制品的生产也提出了一些新的要求,如何实现优质,高效,低能耗的生产,是每一个橡胶制品企业与橡胶机械设备生产厂家都应思考的问题。为顺应社会发展,满足新的生产要求,在橡胶注射领域出现了一些新的注射成型工艺,如:抽真空注射成型,注射模压成型,注射传递成型以及冷流道注射成型和气体辅助成型等。而冷流道注射成型因其在节省胶料,生产效率高以及低能耗方面效果显著而倍受各方关注。
什么是冷流道呢?
所谓冷流道(cold Runner),是通过某种介质(通常是油)来控制流道与浇口中橡胶胶料的温度。使其在进人模腔前始终保持在硫化温度以下,既具有良好的可塑性又不会引起硫化,在制品脱模时,主流道和分流道内的胶料依然留在模具内,然后在下一次注射时注人模腔内成为制品,达到提高产品质量性能,节约橡胶原材料和能源的一种机械装置。
一般而言,橡胶是热固性的,塑料是热塑性的。热固性橡胶在一定压力条件下,加热到定温度后变成固化的高弹性状态,即使继续加热也无法改变其状态。通常情况下,热固性橡胶的废料是不可回收再利用的。大多数橡胶注射模具的流道系统是热流道系统,在注射之后,流道系统内的胶料与模腔里的胶料同时硫化。在脱模时同时取出与制品分离后作为废弃材料处理。
因此,在生产如汽车密封条,大型复合绝缘子和空心套管等橡胶制品时,如果仍然采用普通成型工艺方式加工,浪费在流道里面的胶料就会很多。当胶料特别贵的时候如氟橡胶聚丙酸脂等生产每模制品的成本就会很高。
在采用冷流道装置后,可以明显地减少胶料的浪费,减低生产成本。由于是直接给各个模腔加料模腔的数量可以得到更为优化的设计,在温度控制方面将更加灵活准确,保证模腔内温度分配均匀,减少表面反应。与此同时,在生产完每模制品后,清胶时间将缩短。自动化程度得到提升,工人工作强度得到减低,生产效率进一步得到提高。
冷流道装置既可以看作是橡胶机械设备的一个附加装置,也可以视为橡胶模具的配套产品。
冷流道装置中的主流道、分流道和浇口的分布以及整体结构都需要利用先进的计算机辅助设计软件进行设计与分析并通过实践经验对其进行优化。
一般情况应考虑如下几个方面

 A整体结构紧凑可靠
A整体结构紧凑可靠冷流道装置主要由定位环浇口上隔热板冷流道上板冷流道F板下隔热板喷嘴件以及一些保温板组成。应保证其整体结构的刚性好、强度大、既可以承受很大的注射压力,也可以承受很大的锁模压力。
同时结构应尽量简单,便于安装与拆卸。
B.温度分布均匀合理
在冷流道装置与模具加热板之间应设置良好的隔热板。整个冷流道睦置要有相应的保温措施必须设置合理的温度检测与控制点。
C.胶科流动均匀,不提前硫化
流道的直径及布局应综合有限元模拟软件模拟分析结果与丰富的实践经验进行优化设计,以达到胶料在冷流道单元里的压力损失均匀一致,剪切速率分布平均。保证橡胶胶料流动非常均匀,停留时间短以避免老化问题产生。

D、设备性能可靠不漏胶
喷嘴体前端的注嘴可做成开放式的也可以让其在注射动作完成后关闭。可关闭式注嘴冷流道装置具有高稳定性及易于清洁等优点。比起其它系统在同等水平下的压力损失最小。
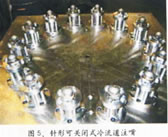
同时,可采用浮动式冷流道喷嘴,使多个注嘴与模具紧密贴全,避免因模具不平而出现的漏胶。
 预压缩式冷流道喷嘴体设计,可确保不漏胶。
预压缩式冷流道喷嘴体设计,可确保不漏胶。冷流道注射成型新型工艺对实现高质、高效、低耗、低成本的橡胶制品生产有着积极的意义,是橡胶制品生产实现机械化和自动化的新途径它必将大大推进资源节能型、环境友好型橡胶制品加工产业的快速建立和发展,提高橡胶工业的经济效益,实现橡胶工业的可持续发展。
作者:中国塑料机械网 来源:中国塑料机械网信息中心
相关文章
|
栏目导航
|
|
本类热门
|
|
|
本类推荐
|
|