不同塑料的红外特性由材料的种类、厚度、添加剂或所用的膜层决定,测量膜的膜层要求特定的窄带光谱响应,而厚的膜层或片料通常用宽带光谱响应。
红外测温仪能够通过红外光谱中的窄吸收带精确测量目标的表面温度雷泰(Raytek)的专家能帮助客户选择正确的光谱响应并正确的选择适用于用户所需的红外测温仪。采用样品(26mm或1英寸见方),或不同生产阶段的材料样品,就可确定其光谱特性和所需波长。
从熔融塑料到产品包装,从原料到精加工的商品,雷泰在生产过程的各个方面均有测温的解决方法。
塑料工业的Raytek解决方案
雷泰生产用于塑料工业的各种测温仪,如行扫仪,在每个扫描区可测256个点;小型,低成本红外测温仪在难以到达的地方可提供精确测温,智能双线集成式红外测温仪可与现行处理控制系统匹配,所哟内测温仪很容易的进行改制以适应用户的多种应用,雷泰专门为塑料工业设计了一系列的非接触红外测温仪,因为温度的监控对于提高生产率和产品品质是至关重要的。红外测温仪易于集成到现有的过程控制系统中,并具有以下特点:
非破坏性――不接触、不污染被测产品
快速、可靠――可连续、准确、快速测量运动目标
| 塑料薄膜专用测温仪选型 | |||||
| 薄膜材质 | T系列红外测温仪 | TX系列红外测温仪 | MP50系列扫描测温仪 | ||
| P3型3.43 | P7型7.9 | P7型 | P3型 | P7型 | |
| 丙烯酸 | V | V | V | V | |
| 纤维素乙酸脂 | V** | V | V | V** | V |
| 氟塑料 | V | V | V | ||
| 聚脂PET | V** | V | V | V | V |
| 聚酰胺 | V | V | V | ||
| 聚四氟乙烯 | V | V | V | ||
| 聚亚胺脂 | V | V | V | V | |
| PVC | V | V | V | V | |
| 聚碳酸脂 | V | V | V | V | V |
| 尼龙 | V | V | V | V | V |
| 聚丙烯 | V | V | |||
| 聚乙烯 | V | V | |||
| 聚苯乙烯 | V | V | |||
| 聚丁烯 | V | V | |||
| 薄玻璃纸 | V | V | |||
注释:
*塑料薄膜厚于0.38mm和色素含量高的薄膜,也可使用普通低温型(LT型)传感头精确测温,光谱响应为8-14,或使用雷泰MD系列红外测温仪,
**适用于薄膜为0.25mm
灵活性――可对较大目标或小目标区域进行测温
雷泰红外测温仪具有数字信号处理及双向通讯功能,能同时输出模拟和数字温度数据到闭路控制系统。从而可进行远程设置和监控,其收益是:
高品质产品
提高生产率
降低能耗
增强操作人员安全
减少停机时间
便于数据记录
可控制性好
进行温度测量对于任何塑料工业过程都是至关重要的,下面就是在不同生产环节中雷泰红外测温仪如何提高生产率和产品质量的一些实例:
吹塑薄膜挤出
在吹塑薄膜挤出过程中(如图1)
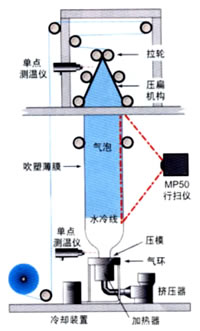 ,塑料从挤压器的管子中连续挤出,净空气冷却,压扁并形成袋绕在滚筒上或切成各种宽度的单层薄膜。
精确的温度监控与适当的加热和冷却相配,合,可以确保塑料的抗张力和厚度均匀性,保证高质量的产品和提高生产率。
,塑料从挤压器的管子中连续挤出,净空气冷却,压扁并形成袋绕在滚筒上或切成各种宽度的单层薄膜。
精确的温度监控与适当的加热和冷却相配,合,可以确保塑料的抗张力和厚度均匀性,保证高质量的产品和提高生产率。Thermalert单点测温仪适于测量压模处及压扁机构处的温度,而MP50行扫仪适于测量冷却和压扁机构之间的文德分布图。
益处:
早期检测压模螺栓的故障
实时监测气环效率
消除测量带
比较一致的平行宽度
较好的流动性和较少的中断
废品率较低
注塑薄膜挤出
在成型薄膜挤出过程中(如图2)
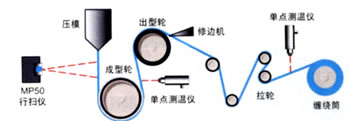 熔融塑料膜通过一种宽的压模被挤压成薄片,并在光滑的金属成型滚筒上冷却,单点测温仪帮助控制温度以保持正确的薄膜厚度和表面光洁均匀性,在压模后安装MP50对加热器故障进行早期检测。
熔融塑料膜通过一种宽的压模被挤压成薄片,并在光滑的金属成型滚筒上冷却,单点测温仪帮助控制温度以保持正确的薄膜厚度和表面光洁均匀性,在压模后安装MP50对加热器故障进行早期检测。益处:
压模螺栓加热器或压模插销故障早期检测
更好的薄膜厚度均匀
增强表面光洁度和均匀性
改进薄膜形状稳定性
减少中断和停机时间
提高生产率
片料挤出
典型片料挤出过程的实例(如图3),
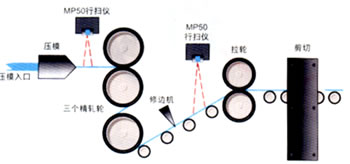 应注意的是材料的厚度决定最优化的红外测温仪所需探测器类型和光学分辨率。
应注意的是材料的厚度决定最优化的红外测温仪所需探测器类型和光学分辨率。
在三个精轧滚筒之间安装MP50行扫仪,可让操作人员监视片料的温度,并及时调节压模加热器和冷却滚筒温度,故能保持均匀的产品质量,在拉滚之前安装行三仪可防止断裂和不规则性。
益处:
宜于控制压模螺栓加热器的熔融温度分布
提高片料厚度均匀性
宜于有效控制滚筒的片料温度分布
均匀的冷却防止扭曲和缠绕
快速变化响应和降低废品率
提高生产率
双轴定向薄膜挤出
在双轴定向薄膜挤出过程中(如图4)
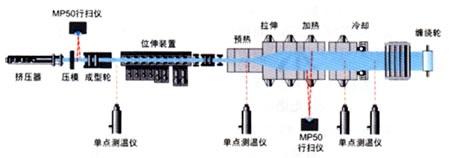 MP50行扫仪可安装在压模处,以监视压模螺栓加热器并测量薄膜的温度分布,在加热设备处也进行温度分布测量。
MP50行扫仪可安装在压模处,以监视压模螺栓加热器并测量薄膜的温度分布,在加热设备处也进行温度分布测量。单点测温仪安装在成形滚筒处以控制冷却滚筒,安装在预热和冷却设备处以控制加热和冷却量,安装在冷却设备后以确定是否是适于表面光洁度的冷却温度。
益处:
压模故障早期检测
区域温度快速实时调节
更好的厚度和张力强度均匀性
减少中断和停机时间
降低废品率
膜层挤出
纸张、胶片或金属箔进行膜层挤出过程(如图5)
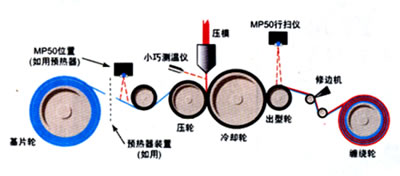 压模和压辊及冷却辊之间的距离一般有75-125mm。该处的树脂温度必须很热到熔融态,以便能粘附到基底材料上,并且这样狭小的空间通常是难以接近被测目标的,采用雷泰测温仪时,操作人员就可连续监控并可由人工或自动及时调节压模加热器和冷却滚筒的温度。
压模和压辊及冷却辊之间的距离一般有75-125mm。该处的树脂温度必须很热到熔融态,以便能粘附到基底材料上,并且这样狭小的空间通常是难以接近被测目标的,采用雷泰测温仪时,操作人员就可连续监控并可由人工或自动及时调节压模加热器和冷却滚筒的温度。为能粘附于光滑的表面上,如铝箔上,还应进行其他处理,如基底加热,增加树脂熔融温度并增加化学底漆。
固定式测温仪固定安装在预热器之后,可监视出口温度和自动调节加热器,另一台MP50行扫仪安装在冷却轮之后或修边机之后,可在产品切断或成卷之前帮助检查断裂或不规则性。
益处 :
增强表面光滑均匀性
压模螺栓加热和冷却故障早期发祥
较好的流动性和滚筒结构
减少中断和停机时间提高生产率
降低废品率
叠层和压花处理
叠层和压花处理(如图6),
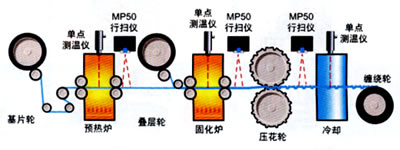 可进行平滑、有效的工作,制造优质产品,MP50安装在预热炉和固化炉处,在这些点上,行扫仪监视横向膜层的温度并控制加热以及冷却的效率,检查断裂和材料的中断。
可进行平滑、有效的工作,制造优质产品,MP50安装在预热炉和固化炉处,在这些点上,行扫仪监视横向膜层的温度并控制加热以及冷却的效率,检查断裂和材料的中断。益处:
加热和冷却器故障早期发现
控制加热和冷却
减少中断和停机时间
提高生产率
降低废品率
热成型处理
热成型处理中测温仪的位置(如图7)所示,如叠层是处理的一部分,雷泰红外测温仪能够确保多层材料叠层的正确温度及后期的成型。
MP50行扫仪或单点测温仪安装在加热器和成型设备之间,或作为加热器整体部件安装上测温仪,能够帮助监视材料的温度分布在进入热成型机之前处于正确状态:
益处:
改进质量及均匀性
加热器和冷却器故障早期发现
热成型机流动性良好
提高生产率
降低废品率
节能
作者:中国塑料机械网 来源:中国塑料机械网信息中心
相关文章
|
栏目导航
|
|
本类热门
|
|
|
本类推荐
|
|